The Elsinore Valley Municipal Water District’s (EVMWD) Horsethief Canyon Water Reclamation Facility (HTCWRF) in Lake Elsinore, California supplies secondary treatment for wastewater flows from developments in the northern portion of its service area. At 0.5 million gallons per day (mgd) of average flow, the HTCWRF had effectively reached its current design capacity. Additionally, a portion of the existing facility had reached its useful life. As a result, four proposed residential developments near the HTCWRF could not move forward without the needed additional plant capacity, thereby stifling economic growth in the community.
Due to these factors, EVMWD decided to develop an expansion project to provide an additional 0.3 mgd of treatment for wastewater flows from the four residential developments. The HTCWRF expansion project would include the construction of additional process facilities to meet the expected waste discharge requirements (WDR) for biochemical oxygen demand (BOD), total suspended solids (TSS), ammonia and other water quality constituents. EVMWD decided to put the expansion project out to bid under a fixed-price design-build (DB) contract. CDM Smith was selected by EVMWD to upgrade the aging HTCWRF to both improve treatment reliability and expand capacity. The project included adding a wastewater treatment process train for secondary treatment and making modifications to the existing headworks. The upgrade and expansion would increase the total treatment capacity of HTCWRF from 0.5 mgd to 0.8 mgd average dry weather flow (ADWF), and from 1.55 mgd to 2.48 mgd peak wet weather flow (PWWF). When preparing the fixed-price DB project for the HTCWRF, CDM Smith performed a comprehensive evaluation of alternatives to identify the solution would best meet the needs of EVMWD.
In order to fully realize the objectives of EVMWD, several project challenges had to be overcome. These challenges included issues such as flow capacity and ensuring both facility redundancy and ease of operations. CDM Smith proposed a modular design that would meet the current demand but that was flexible for future flow scenarios. The proposed design would be scalable by adjusting the number of modules or trains and adjusting the capacity of each module or train. It was essential that the facility could provide full redundancy at peak flow conditions and that the operating and maintenance (O&M) requirements were optimized. In this way, the facility would be capable of safely, reliably, and continuously operating in a cost-effective manner over the long-term. Other considerations such as complying with the Title 22 and discharge permit requirements, treating for a wide variety of constituents, and being smart with the use of the existing infrastructure were also factored into the design. CDM Smith ensured those key projects objectives were met during the preparation of their DB solution.
Ultimately, EVMWD would select the final DB approach on a best value basis, with an eye to not only the design selection, but also to the long-term operations of the facility and the final construction costs. The CDM Smith team thoroughly reviewed and brainstormed several optimizations for the project. With the goal of reducing construction costs and minimizing disruption to the plant during construction, the team developed several preliminary layouts to construct a new facility while utilizing existing facilities wherever possible. Activated sludge BioWin modeling was conducted to evaluate and scale specific scenarios for EVMWD. The entire treatment system was included in the BioWin model, including grit, screening, anoxic and aerobic bioreactors, membranes, aeration and scour blowers, mixed liquor pumping, waste activated sludge (WAS) pumping, return activated sludge (RAS) recycling, dewatering screw press, decant return flows, and recycled water pumping. BioWin was also used to confirm that the system would meet standard redundancy requirements. Three potential treatment options capable of handling the design flows and loads were evaluated by CDM Smith. The treatment options included the following:
During the treatment options evaluation, the following findings were revealed by CDM Smith for each of the three options:
A SBR solution would offer EVMWD the benefit of eliminating the need to rehabilitate the existing clarifiers. SBR could also provide EVMWD a low power cost option, the flow could be equalized in the SBR tanks, and it would provide a simple piping layout. The main negative to the SBR option was the high capital costs, especially when compared to the MBR option (32% higher costs).

Proposed SBR Facility Layout
A CAS design solution would be the least complicated to operate and was the most common treatment system of the three options. CAS could also allow for a better management of peak flows, as compared to a solution such as the MBR. Similar to the SBR option, the main negative to the CAS solution would be the high capital costs, especially when compared to the MBR option (67% higher costs). The CAS system would have higher power costs when compared to the other options due to the multiple pump stations between existing and new treatment systems. Additionally, CAS would require significantly more yard piping. The CAS option would also require the rehabilitation of existing facilities with no current condition assessment, which would result in higher project risks.
Proposed CAS Layout
The MBR solution presented as the lowest cost option and would have a fairly minimal impact on the current operations during construction. The MBR would provide higher quality effluent, at less than 0.2 nephelometric turbidity unit (NTU), as compared to 2 NTU in conventional filtration. Additionally, MBRs are a simple process train and piping layout, with no clarifiers or filters needed. The MBR solution also had a smaller footprint, eliminated the need to rehabilitate the clarifiers and would equalize the flow in the bioreactor. The MBR option would also allow for the future addition of reverse osmosis (RO) for total dissolved solids (TDS) without microfiltration and could allow for the potential of indirect potable reuse (IPR) in the future. The primary negatives to the MBR solution are the membrane replacement costs and that a chemical cleaning system would be required. In the end, the MBR solution offered EVMWD both the least life cycle cost, and the lowest initial cost. The MBR solution also allowed the construction of a totally new facility without disrupting the operation of the existing plant.

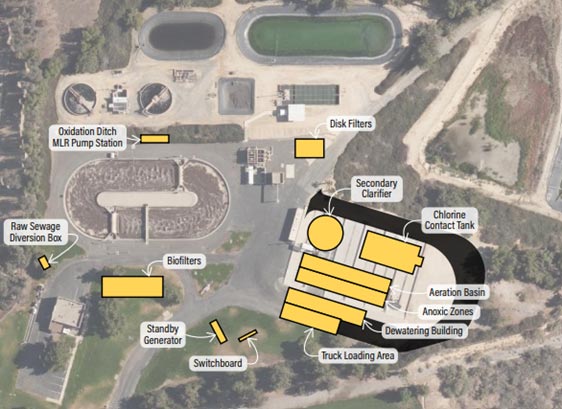
Proposed MBR Layout
Based on the comparisons described above, CDM Smith proposed that the plant expansion should proceed based on the MBR alternative as the best value option for EVMWD. The MBR solution would provide EVMWD a resilient and compact design that would be easy to operate and would open up area at the site for potential future uses. The flexibility provided by the MBR alternative would allow for easy modifications and a proportional reduction of process units and equipment should some of the developers choose not to participate. Also, given the potential of continued water scarcity in the area, the MBR alternative would set EVMWD up for any future IPR initiatives. In summary, the MBR option allowed EVMWD to meet the critical success factors for the project, providing superior water quality in a compact footprint at the lowest capital and energy costs. An additional benefit was that MBR technology was recently used in the upgrade of the regional treatment plant, so was therefore a known quantity.
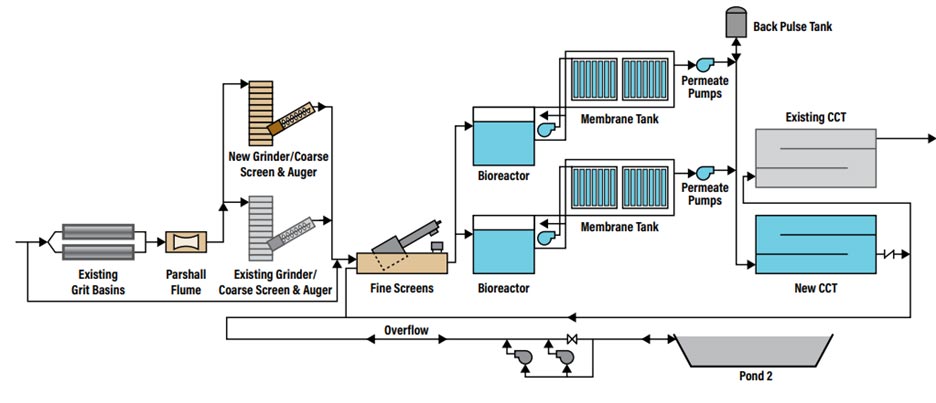
MBR Process Flow Diagram
CDM Smith’s DB solution involved providing EVMWD construction of a new, independent facility using MBR treatment to provide for the full treatment capacity of 0.8 mgd ADWF and 2.48 mgd PWWF. The design included two identical process trains of bioreactors, membrane tanks, permeate and WAS pumps. The membrane tank will have two membranes cassettes installed with room for an additional cassette to allow for increasing flow in the future without building new tankage. The membranes will be able to operate with one tank out of service during peak day flow. The tanks will be of a stainless-steel construction to avoid corrosion and to avoid painting and coating maintenance issues. The bioreactor will be covered, and the foul air will be captured for treatment at the odor control facility. The feed forward system in combination with the permeate pumps will provide control of the water level in the bioreactor, allowing it to be used as an equalization tank. The design is compact and minimizes yard piping. The CDM Smith design left room on site for a third train, if needed in the future.
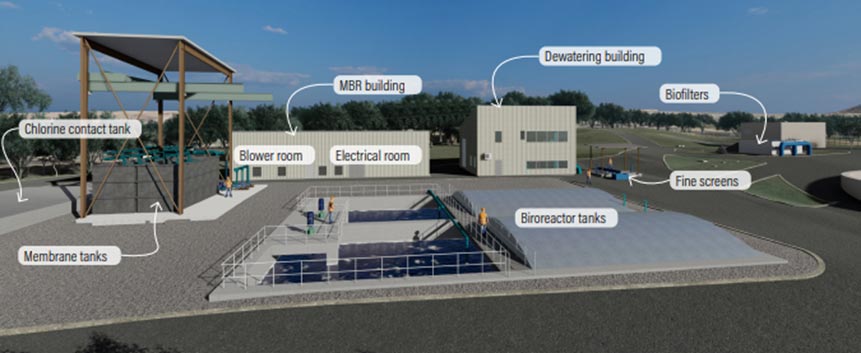
MBR Layout Rendering
CDM Smith offered EVMWD several design innovations when preparing the MBR DB. Firstly, the design takes WAS out of the membrane tank instead of the RAS wetwell to provide cost reductions and improved reliability. This is a design improvement because the waste is thicker at the membrane tank, between 20-40 percent thicker depending on recycle rate. This thicker sludge will be beneficial to the dewatering process since the hydraulic loading on the screw press will be lower, which in turn would improve its reliability. Eliminating the RAS wetwell translated into both capital and O&M cost reductions for EVMWD.
Additionally, the CDM Smith design located the deep bioreactor structure at a location where there was unsuitable fill and located the shallower structures on native soils. When reviewing the available information, the CDM Smith team noted an old ravine below the existing sludge drying beds. During the previous construction of these drying beds, the contractor building the plant filled the ravine with unsuitable fill material. By strategically locating the facilities, settlement risks are mitigated, costs were minimized, and the reliability and effectiveness of the foundation was increased.
CDM Smith’s feed forward approach placed the mixed liquor wetwell within the bioreactor to provide improved reliability and cost reductions, as well as improved O&M. This approach allowed for varying the level in the bioreactor and using the top 3-foot zone for equalization. The benefit of equalizing the flow provides for more reliable membrane and disinfection processes and equalizing in the bioreactor helps avoid the O&M needs associated with a separate equalization tank. A separate equalization tank would have required pumping to and from the tank, and a daily cleaning and hose down of the equalization facility. The mixed liquor feed pump station location eliminated the sludge piping to a separate wetwell which minimized both the capital and O&M costs and increased the reliability of the facility.
The new MBR plant freed up the space occupied by the existing plant and provided O&M cost reductions. In the future, repurposing the existing space for the installation of solar panels could make the plant energy independent, or even energy positive in the future. This additional space could allow EVMWD to create a contract with a solar entity that would produce revenue for HTCWRF.

HTCWRF Under Construction

HTCWRF Under Construction
The MBR DB solution provided by CDM Smith allowed EVMWD to meet its critical success factors for the project without impacting the existing HTCWRF. The facility’s MBR layout incorporated membrane filtration with biological treatment process for nutrient removal. With CDM Smith’s help, EVMWD is nearing completion of construction of the new facility and is on track to provide superior water quality in a compact footprint at the lowest capital and energy costs. The new facility will address changes in permitting requirements, be operator-friendly and leverage automation for convenient, remote monitoring. Furthermore, the high-quality effluent that the plant will produce will offer EVMWD non-potable reuse options, such as for irrigation of the local green areas or for groundwater recharge. This is incredibly valuable in southern California, where groundwater supply is scarce.




