
Blended sludge screening tests at EBMUD.
The East Bay Municipal Utility District’s (EBMUD) Main Wastewater Treatment Plant in Oakland, California, can operate at net-zero energy due to its anaerobic digestion of blended sludge. However, treating blending sludge comes with its challenges.
Blended sludge (BSL) at EBMUD consists of high-strength and organic waste received from trucks. This organic waste generally consists of fats, oils, and grease (FOG), blood, dairy, food, organic liquids, primary sludge, and thickened waste-activated sludge.
Often grit contained in BSL damages plant piping, and equipment accumulates in digesters and reduces biosolids quality. A previous EBMUD study characterized grit caught in the digester recirculation pumps to be between 1/2 inch and 1/16 of an inch. BSL also has a high total solids content, ranging from four to six percent.
Since limited information is available on grit removal from waste streams with a thickness similar to BSL, EBMUD partnered with environmental consulting firm Brown and Caldwell to pilot selectedBSL screening and grit removal technologies.
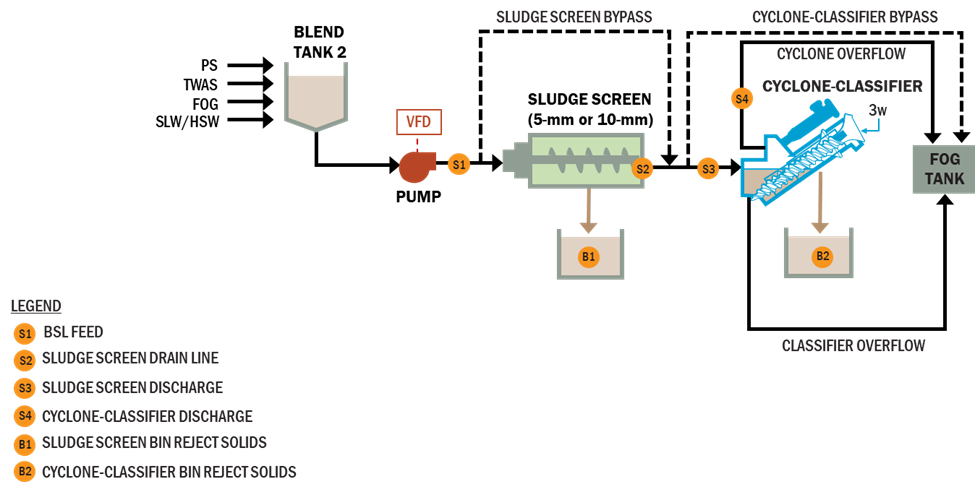
Figure 1 – BSL Pilot Schematic
(Figure 1)
Individual waste streams are combined at one of the Main Wastewater Treatment Plant’s two blend tanks before being fed to the digesters, the mixture is designated BSL. The project tested the double-disc pump from Penn Valley (PD –positive displacement), the Hydro-SludgeTMScreen from Hydro International (5 mm screen),and the degritting cyclone-classifier —Hydrogritter from Weir/WEMCO (12-inch test model) for their collective ability to remove grit from BSL. (Figure above)
The pilot feed pump was operated using a variable frequency drive and pulsation damper with 200 gallons per minute (gpm) design flow. During the commissioning of the cyclone-classifier, an average flow of 270 gpm was needed to reach the minimum cyclone inlet pressure of five pounds per square inch, gage (psig) to activate the cyclone. The pressure was monitored at the pump discharge and cyclone inlet. A flow meter was installed to monitor the BSL flow rate. Scales were installed for each of the bins used to collect rejected material from the equipment.
Figure 2 – BSL Pilot Layout
BSL samples were collected hourly and composited each day from taps upstream, intermediate, and downstream of the equipment. Samples of the bin rejects were also collected daily. Sludge samples were analyzed for total solids and total volatile solids. Grab samples and bin reject samples were wet sieved using U.S. sieve sizes ¼-inch to No. 270.
The samples were sent offsite for analysis. The pilot equipment was operated five days per week, typically for three to four hours per day for a total of five weeks.
Traditionally, grit samples are processed using drum settlers with water and compressed air diffusers to allow for sparging (Water Environment Federation [WEF], 2016). These conventional grit settlers will enable enough time for grit to settle apart from the sludge. Since BSL is thicker than influent wastewater, preliminary grit washing tests with conventional settlers were time-extensive due to the need to wash samples multiple times.
A grit washing methodology using a trommel and sluice apparatus (trommel-sluice) was tested before piloting. For this application, the trommel-sluice retained grit particles while washing away other solids in the BSL. To validate the method, a BSL composite sample was mixed and divided into two volumes.
One volume of the BSL had a known quantity and gradation of grit added to the sample, and one volume of BSL was not spiked. Both samples were processed through the trommel-sluice. All particle sizes of the grit spike were retained through the trommel-sluice; therefore, the test validated the novel method as appropriate for washing grit from theBSL. The trommel-sluice method was more efficient, less labor-intensive, and a consistent alternative to the traditional grit settler method.
Sludge screen reject materials were classified as hair, feathers, and grit particles containing crushed glass, small plastics, and metals. Cyclone-classifier reject materials were classified as grit particles, including rocks, fines, metals, crushed glass, and bones. The sludge screen had an average solids removal rate of 109.1 wet pounds per hour (3.2 cubic yards per day). (Figure 3)

Figure 3 – Bin Reject Solids
The cyclone-classifier had an average solids removal rate of 3.5 wet pounds per hour (0.04 cubic yards per day). A five-day, 24-hour test of the cyclone-classifier also demonstrated that the cyclone-classifier could operate standalone without issues. On average, the cyclone-classifier removed 95 percent of larger grit (particles greater than 1/16 of an inch), up to 36 percent of smaller grit (particles less than 1/16 of an inch), and 40 percent of all grit by mass. Since grit finer than 1/16 of an inch is not present in the digester recirculation pumps to a significant degree, it is expected that much of this grit also passes through the digesters.
The life-cycle cost for a full-scale degritting facility was considered based on capital and annual operating estimates (i.e., power, hauling, labor, and maintenance).The 20-year net present value (in 2019 dollars) for a degritting facility without screening (i.e., cyclone-classifiers only) was $6.8 million. For a degritting facility with screening (i.e., sludge screen and cyclone-classifier), it was $10.1 million. The recommended alternative was a degritting facility without screening based on the pilot results and projected cost.
The pilot project’s success prompted EBMUD to purchase the cyclone-classifier to evaluate long-term operation impacts and continue grit removal from BSL. The feed pump and cyclone-classifier were reinstalled in March 2020, and regular operation began in August 2020.
During extended operations start-up, the cyclone-classifier had difficulty reaching the required five psi minimum inlet pressure. Sludge was discharged multiple times from the classifier bin opening, and operators were reluctant to continue operating the unit.
It was later determined that the cyclone inlet pressure needs to be reached quickly to achieve the separation of heavier sludge from the bulk BSL. If the start-up process is not quick enough, even if the target flow is reached, the inlet pressure will not reach five psi in the current, temporary configuration.
The double-disc feed pump has required servicing on two occasions since the pilot was reinstalled. In both cases, the neoprene disc on the discharge side failed. The first failure occurred in December 2020 and was a result of the disc splitting at the edge. Another failure occurred in May 2021 and was caused by a rupture on the upper face of the disc. Vibrations preceded each failure in the piping between the pump and the cyclone. A high-pressure shutoff is set at 46 psi but was not tripped in either case. The glass-lined housing on the suction side did not show wear in the first failure but was severely degraded by the second failure.
Going forward, the vendor recommended using bare cast iron, given the abrasive nature of grit found in BSL and the relatively neutral pH (5-7) of the BSL. It is unknown what specifically caused the discs to fail.
Plugs in the cyclone-classifier piping can cause spillage from the manifold at the cyclone apex and the bin opening. Certain types of debris, such as metal straws and L-brackets have caused plugging at the 2-inch cyclone apex. Plugging has also been suspected to occur in the classifier overflow (return) line. Installation of additional flushing connections, routine flushing, and regular operation has minimized spills in recent months. The pilot unit purchased does not have a viewport on the classifier cover and is difficult to open for inspection. Currently, the cyclone-classifier is removing about ¾ cubic yards of material a week.
Uncertainties in the capital budget and long-term performance of the degritting equipment led EBMUD to delay the full-scale project for another five to eight years. EBMUD plans to improve the existing grit pilot with a $500,000capital project in 2022 to keep operating in the interim. This project will replace the current pilot PVC piping with hard pipe, address accessibility and drainage, and tie an additional Blend Tank to the cyclone classifier.
An interlock in the control system is planned for the classifier discharge piping to shut the pilot off in the event of a blockage. A bin scale will be reinstalled to help track incoming grit loads and grit removal.
Over the next few years, EBMUD will evaluate whether the degritting equipment significantly impacts the downstream solids handling processes before deciding to implement a full-scale degritting facility. The benefit of a full-scale facility is reduced operator oversight, greater visibility and monitoring of pressure and flows, and a cleaner site layout.




