Coverage of biosolids and co-digestion supported by Anaergia

Encina FOG Receiving System
Using digester biogas for co-generation is a growing feature of many California water resource recovery facilities. Fats, oil & grease (FOG) added to digesters super-charge the digestion process, boost biogas and increases the production of clean, green energy.
That’s the theory.
We talked with four California facilities who have been receiving FOG for several years. Theory is meeting reality as operators try to tame the challenges of grease receiving.
In reality, FOG is a dirty and difficult product to handle. FOG is abrasive and corrosive. Some haulers don’t pre-screen so it can arrive full of rocks, rags and trash. It’s also malodorous. Pure grease wouldn’t require screening or pretreatment, but none of the facilities we talked with are receiving pure grease. They’re receiving a messy mixture of debris and grease that’s clogging and damaging equipment and in some cases making a mess in the treatment plant.
Operators are innovating to keep things working and manufacturers are rising to the challenge with new systems that screen FOG as it is received.
Some are even looking at transitioning away from FOG and moving into receiving food processing waste and slurries.
These are their FOG receiving lessons.

Background
We started with a public-private partnership [twelve years-ago] and are still in it. The private company owns, operates, and maintains the energy recovery system for us, a co-gen facility. We provide the necessary biogas, augmented through FOG addition. They produce the renewable energy and we purchase it at a cost lower than the local utility.
What has changed with your grease receiving system?
We’ve had many changes along the way. We started taking FOG by unloading it in miscellaneous [scum] pits. We eventually added temporary tanks and then built a FOG receiving station.
We later installed additional tanks, as well as a “home-grown” grit trap and bar screen. We then improved upon the grit trap and purchased a bar screen.
We’ve ramped up and down along the way, sometimes taking more FOG, sometimes less, and sometimes none. We’ve added and subtracted tanks, installed and replaced several pumps along the way, tried different types of pumps, as well as different types of heating, and different types of level sensors to find equipment that works best for us.
In addition to all of this, we had another capital improvement project to increase the size of our biogas lines from our digesters to the cogen facility. As well as install a larger waste gas burner.
We’re currently considering projects to improve FOG receiving.
As with any treatment plant, if you change one process, it affects others. Taking in FOG has effects throughout the facility, but by and large, they have been manageable. We are still producing very high-quality effluent.
We suspended the FOG program for a while when process issues pointed toward FOG acceptance. Ultimately, FOG wasn’t the “smoking gun,” but we’re more cautious now. We test it more and we have developed a schedule and limits for FOG acceptance.
What lessons have you learned about grease receiving?
Grit separation is essential as is rag and debris separation.
Deliveries are sporadic, so volume capacity is critical. There is undoubtedly a connection between FOG addition and biogas production, so controlling the right amount takes time, thought, and resources. Some loads produce lots of biogas, others not so much.
Equipment wears fast. FOG stinks and is messy! It is ideal to have a dedicated area to help wash things out and dry them. You need a contractor to haul the grit and grime out from time to time.
FOG is stinky! That says a lot coming from wastewater operators. What things have worked?
What things didn’t work?
Does the future of grease receiving and co-digestion look positive and growing?
I think it looks positive and can certainly grow. Although with time, food co-digestion may take precedence over FOG. This is one of the challenges, to take on FOG, to take on food, some combination, or nothing at all?
Each will have their own set of challenges, but each could be beneficial.
A note on both FOG and food waste: prior to accepting loads, sample it and run lab tests to make sure it will help with biogas production, is compatible with the process, and doesn’t contain anything that’s a red flag.
Any other recommendations?

NapaSan installation, courtesy of Huber
What has changed with your grease receiving system?
Originally the FOG receiving system routed grease through a manually cleaned bucket strainer and into storage tanks. The strainer was a fixed device consisting of a removable steel basket. Cleaning the strainer was a frequent and disgusting job where operators had close contact with debris.
Pass-through debris caused plugging of the pumps and pipelines. During one cleaning event, a worker accidentally ingested FOG leading to a lost work-time accident (he is okay).
At the CWEA conference a few weeks later, operators identified a Huber Strainpress as a solution. The Strainpress allows the FOG to be screened as the waste hauler unloads it. The waste hauler’s unloading pressure is adequate to allow passage through the unit.
Debris is screened out and dropped into a debris hopper. This equipment eliminated pipe plugging and extended the frequency of tank cleaning considerably.
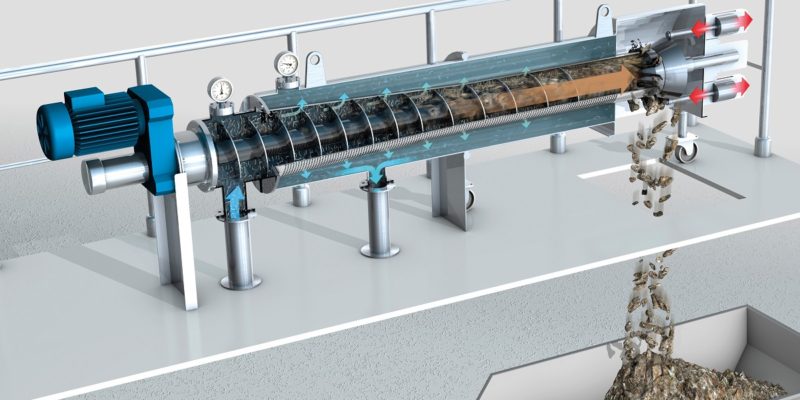
StrainPress diagram by Huber
What has worked?
NapaSan’s FOG system consists of two 15,000 gallon tanks each with a Vaughn chopper pump mixer. One Seepex progressive cavity pump transfers the grease into the digester. With the addition of the Strainpress, the facility is able to average 8,000 gallons per day of FOG into the anaerobic digester.
An increase in the biogas produced per volatile solid destroyed increased by 20% which translates to a 15% increase in cogeneration.
Our tier structure of tipping fees is working. High volume equals a low fee, and low volume equals a higher fee.
Heat tracing of the digester piping discouraged wall buildup and narrowing of the pipe. We haven’t had to replace or dismantle the transfer lines [since the start-up in August 2014].
What has not worked?
The receiving station fixed strainer was inadequate in removing debris.
The FOG waste hauler program started as a pilot project where waste haulers were not charged a tipping fee. When the pilot was over and haulers were charged a tipping fee, they stopped coming. The fee structure was later revised to the current tier formula, which is working better.
Does the future of grease receiving and co-digestion look positive and growing?
Around the same time NapaSan installed a FOG receiving station many other facilities also installed them. Over the past five years, the amount of FOG to our facility has balanced out somewhat.
Our limiting factor is cogeneration capacity. At times the cogeneration capacity is consumed resulting in the wasteful practice of flaring the excess.
NapaSan is currently exploring options for beneficial reuse of biogas. We are hosting an upcoming Department of Energy demonstration project for an economic gas filter that will produce transportation sector quality biogas. We are also exploring the practical application of new generating technologies that efficiently use biogas.
Any other recommendations?
Although NapaSan’s system is working, there continues to be some stratification where lighter, more buoyant material accumulates above the mixing zone of the tanks. This results in semi-annual cleaning.
Perhaps consider heating the FOG receiving tanks with waste heat from the cogen or a biogas water heater, along with an expanded mixing zone would promote a homogenous material.

Background
Our anaerobically digestible material (ADM) and FOG receiving facility was put into service in mid-2011.
Our facility consists of three 15,000 gallon receiving tanks that are each fully automated. The attending operator simply grabs a half liter sample while off-loading that is later analyzed for volatile and total solids content.
Each receiving tank consists of a Rock Trap-Grinder and a circulation (mix) pump. The hauler hooks up to a 4” or 6” camlock hose which flows directly into the Rock Trap. The Rock Trap is a round metal tank that captures heavy solids that must be manually removed and cleaned weekly. To grind up debris there is a blade and perforated cutting surface through which FOG must pass.
Once all product has been off loaded, the stop button is pressed and a receiving valve closes and a recirculation valve opens to continue circulating and mixing while the primary sludge is introduced. The automation program adds primary sludge. This percentage started at 50% for mixing purposes, but later was reduced to 25% to minimize the amount of primary sludge.
After primary sludge is added, transfer to the digester commences with a separate (Moyno) positive displacement pump.
A portion of our digester gas is used by our onsite 400 HP Cleaver Brooks Boiler. Unfortunately, excess gas is flared.
What has not worked?
Any other recommendations?
More challenges are ahead for plants that incorporate an ADM/FOG receiving facility. What should be accepted? The higher the volatile content, the more bang for your buck. Dump low volatile loads at your septage receiving facility and only take-in high volatile content material into your digesters.
I also suggest having a single holding tank for all material and that it is always mixed. Build in the ability to pump to any digester.
A well-engineered receiving facility must incorporate everything I have covered and perhaps more. Always keep in mind, these facilities don’t run themselves. There is maintenance to be done.

Consultant to EWA
What has changed with your grease receiving system?
EWA has expanded the types of “alternative fuels” it receives. Since starting up the Alternative Fuels Receiving Facility (AFRF) in 2015, EWA has been receiving regular deliveries of FOG from just one hauling company that services restaurant grease traps.
Starting in the fall of 2017, the AFRF also receives waste from breweries in the region. Based on sampling and analysis of the brewery waste, it can produce approximately one-third more biogas per unit than FOG.
EWA has added an online pH monitoring system which restricts deliveries to the pH range of 3.5 to 9.0. The “alternative fuels” delivered to the plant are typically within this range, but if a load exceeds the pH limits, the delivery is stopped and the hauler is turned away.
What lessons have you learned about grease receiving?
Receiving FOG and brewery waste has generally worked well, and EWA is on track to offset the cost of their AFRF investment about 5 years after startup.
EWA has experimented with receiving other high strength wastes such as pre-processed food waste, called a “bioslurry,” but there were challenges with contamination of the waste source. There were rocks, glass, forks and knives in the slurry. That impacted operations and increased maintenance requirements.
Since there is no screening system at AFRF and there are limited uses for the resulting excess biogas, the current approach is to remain focused on FOG and brewery waste.
Does the future of grease receiving and co-digestion look positive and growing?
In California, SB 1383 will drive additional diversion of organics from landfills, increasing the amount of food waste to be co-digested at water resource recovery facilities.
Also, various funding programs and credits are available to encourage the production of biogas for use as a vehicle fuel, for injection to natural gas pipelines, or for other uses.
Co-digestion holds huge promise, but various project-specific challenges have to be solved.
Any other recommendations?
We plan to share some in our talk on Thursday, April 2nd at CWEA’s AC20 in Reno!
———–
Read more co-digestion case studies at cwea.org/co-digestion
Send us your FOG receiving and co-digestion lessons learned, email your thoughts to [email protected].




